With all of our machine automation projects, we plan and analyse on site, then design and build our control panels back at our workshop. While one team member builds the control cabinet, another will work on building the program for the PLC, this often involves running simulations to reduce program errors.
As well as rewiring and replacing the control cabinet and programming the PLC we also replaced many sensors, switches, buttons, and pneumatic solenoids.
The packaging machine uses a mixture of electric motors, pneumatic cylinders and pneumatic index positioners to get the job done.
It is common practice when upgrading certain equipment on a machine to include other components that may cause failure in the future, reliability speaking, when you strengthen an area of a machine it can often weaken another.
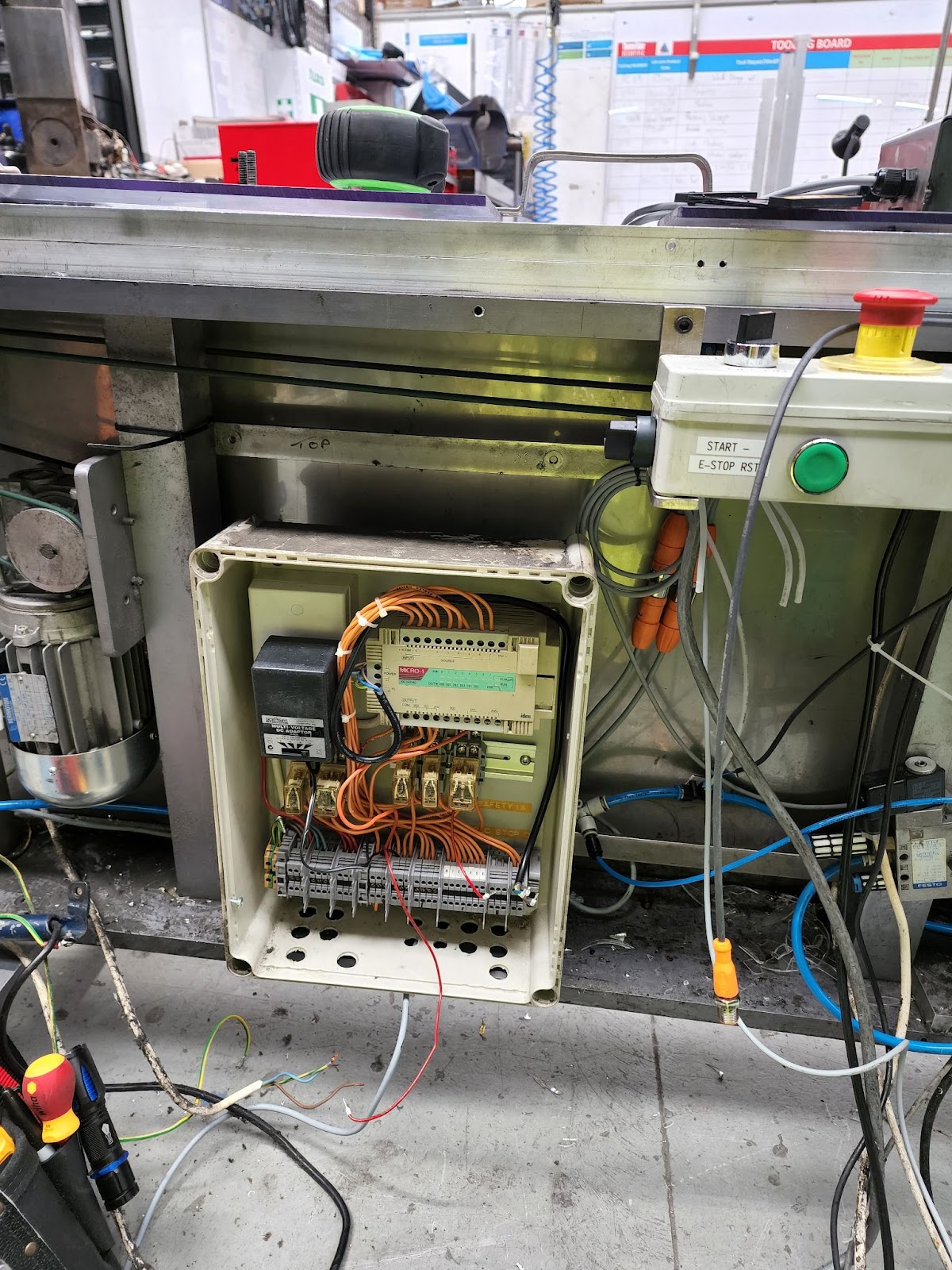
Once the control cabinet was finalised it was time to return to site and get to work removing the old cabinet and replacing it with the new one. This involved wiring all the inputs and outputs, mains power, and any auxiliary equipment into the newly built cabinet.
With the control cabinet successfully installed and all equipment wired to the cabinet, it was time to run the machine and check for correct operation.
Running simulations built into the programming software reduces errors, however some errors can be overlooked and will be picked up by the technician who conducts the pre-commissioning tests, this is why we have a set process when building industrial machinery, these processes eliminate the possibility of sending a machine to production with built in errors.
Once the pre-commissioning tests were complete and the machine had passed, it was then time to run the machine in production, this of course was monitored live by our technicians as a final check and sign off.